
|
Precision Final Balancing We offer precision final balancing as an available option for all of our stroker kits. Join us as we take you through a tour of our balance shop. We'll show you the basics involved in balancing your stroker kit, the equipment it's performed on, and introduce you to the techs who make sure it's done right! We've balanced over 3,500 big block Mopar stroker engines. Any local shop would be lucky if they've even got one or two percent of that kind of experience with big block Mopar strokers! AND... We know what's it's like to try put a motor together in time to make that upcoming race or show, etc... so we now offer optional PRIORITY OVERNIGHT BALANCING! For an extra $150, we'll guarantee it's all balanced and shipped by the NEXT BUSINESS DAY! Another reason we're the world leader in big block Mopar stroker kits! |
| Our brand new American Made Sunnen DCB-2000K digitally controlled balancing machine is incredibly accurate. Shown above is our senior balance tech, Bob Oril spinning one of our Platinum Series stroker crankshafts. Bob takes care and patience in every balance job, and makes sure it's done right. |

| Our balancing machine is 100% digitally controlled. For every balance job, we enter the crankshaft weight, counterweight diameter, counterweight location, journal diameter, journal spacing, gram weight of the pistons, pins, rings, bearings, and connecting rods. The computer takes all this information into account and tells us exactly what location to drill on the crankshaft counterweights and to what depth. It is accurate to the thousandth of an inch, previously unheard of before the computer age. Bob is shown above entering this info. |
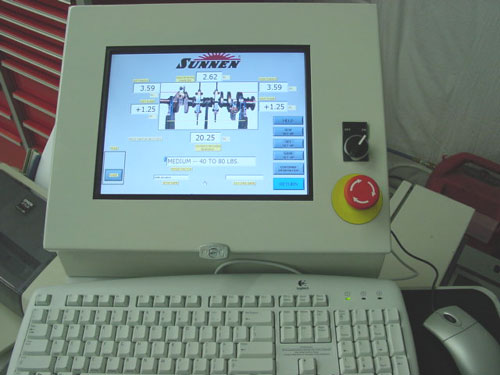
| Here is a closeup on the control console. Truly cutting edge. The machine knows everything! |

| Here Bob is shown attaching the positioning sensor to the front of the crankshaft. This allows the balancing machine to know in real time exactly what degree of rotation the crankshaft is in at any given point. It also allows the computer to tell us exactly where to position the crank for drilling. |

| Here Bob is shown weighing a connecting rod. Our special fixture weighs the big end and the small end of the rod separately, to ensure accuracy. We make sure that EVERY specific piston and EVERY specific rod used in our balance jobs are weighed to verify they are within our spec. We do not just use what's "written on the box" or any "estimated" weights for any part of the balancing operation. Other shops call this a "competition balance" and charge a few hundred bucks extra for it. We call it standard practice. |

| Here Bob checks the scale while weighing one of our Platinum series forged pistons. This scale measures in tenths of a gram. A dollar bill weighs one gram. So, take a dollar bill, cut it into ten equal tiny strips of paper, and then weigh those tiny strips individually. That is the kind of accuracy we are talking about here. |

| After weighing all the parts, Bob assembles the bobweights. When understanding the concept of balancing an engine, it is helpful to think of the crankshaft as being "split" lengthwise into two halfs. One "half" would be the counterweight side of the crank, and the other half would be the side with the rods and pistons. The bobweights essentially "clamp on" to the rod journals of the crank to duplicate (or replace) the weight of the rods and pistons as they would affect the engine. The crankshaft is considered "in balance" once the weight of the crankshaft counterweights are altered (by drilling holes to remove metal in our case) to make them lighter until they reach the point at which they equal the weight of the rods and pistons (or in this case the bobweights which represent the weight of the rods and pistons.) This means both "halves" of the crankshaft will equal each other's weight, and therefore it is in balance. |

| Bob is shown here changing a drill bit on the machine. Notice the digital control module to the left of the drill head. This tells us exactly (in thousandths of an inch) how deep we are drilling into the crankshaft, and how much material is being removed. You just can't get more accurate than that. The entire drill column floats on air making it fast and easy to reach any point on the crankshaft in a couple of seconds, without having to remove the crank from the machine. Faster time means less labor costs, which means you get extremely accurate work done by competent, experienced American workers at a very reasonable cost. |
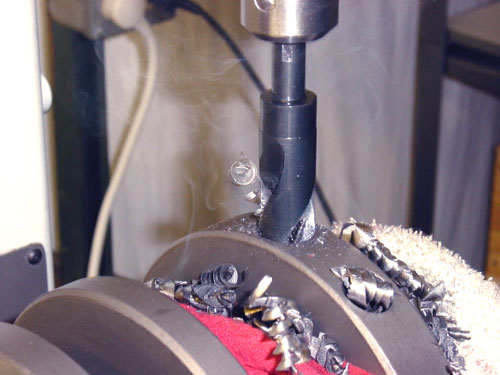
| Here's the drill in action. A 7/8" bit going through induction hardened, nitrated 4340 steel is no easy task. We use either M42 Solid Cobalt or High Speed Steel bits, and even they don't last long! |

| Here the machine is shown spinning a crank. We drill and respin the crank as many times as necessary. When the crank gets closer into balance, we change the machine into highspeed mode, spinning the crank at almost double it's normal speed. This allows us to detect and remove even the smallest vibrations. Once the machine kicks down into highspeed, you better stand back! You can feel the wind coming off of the crank from over 4 feet away! These final steps are where you can really start to hear the crank smooth out as the sound turns into an unbroken "whirrrr." |

| When the job is complete, you will receive a custom printed Bobweight sheet with your stroker kit, listing the weight of all the components, the final bobweight of the assembly, customer name, date, etc. We may have the world's only balance machine that has never been used to balance any engine except the Big Block Mopar! Balancing nothing but Big Block Mopar stroker cranks all day long, everyday allows us to develop a level of familiarity and skill with this setup that no other shop can even come close to offering. The end result is a super clean, super accurate balance job done on cutting edge machinery by techs who know the process like the back of their hand. And, it's all done in a clean & efficient work area at a VERY fair cost. No other warehouse store, (or especially a local machine shop) can begin to compare... Why not have us balance your next stroker kit! |
![]()
![]()
All website content copyright 440 Source.
(775) 883-2590